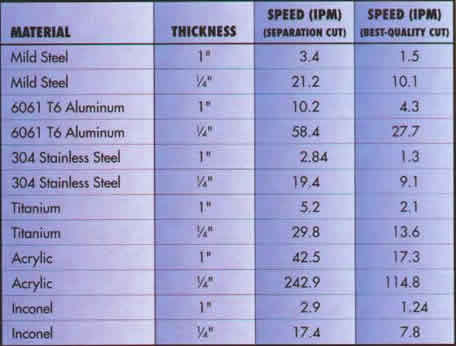
Water Jet Cut Rate
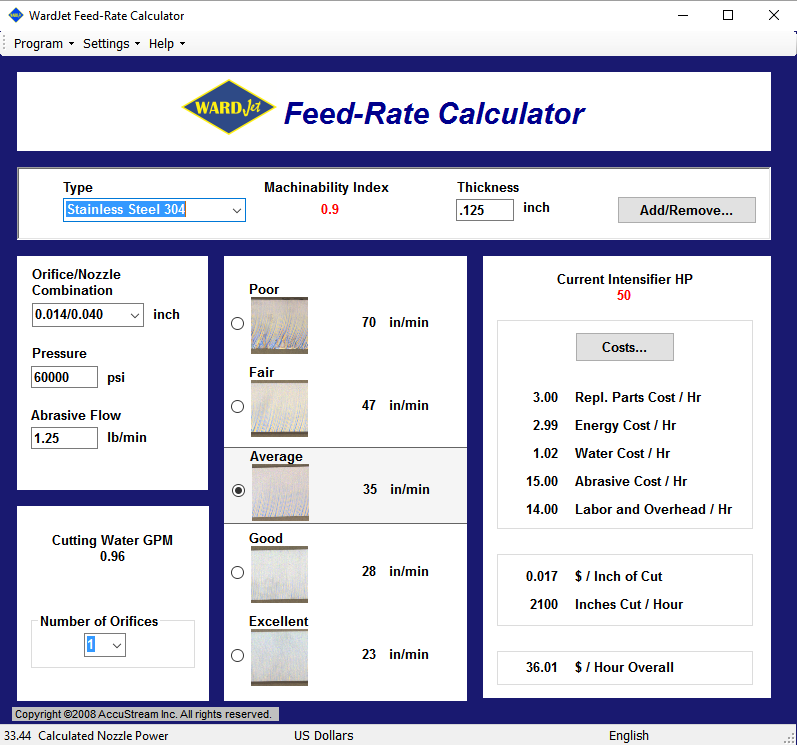
Waterjet Feedrate Calculator
Find Out If An Abrasive Waterjet Is Right For Your Shop

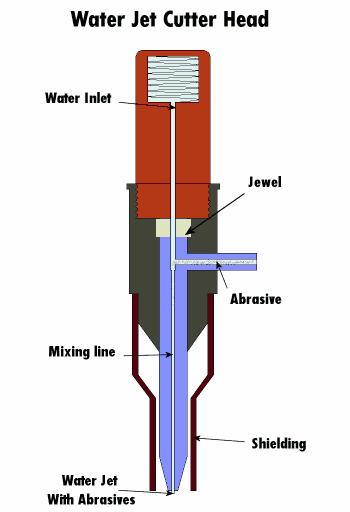
Water Jet Cutting Hydrodynamic Cutting Openlearn Open University

Waterjet Cost Calculator

Selecting The Right Waterjet Abrasive

Abrasive Waterjet Machining An Overview Sciencedirect Topics

Each of these costs represents the maximum water and abrasive flow rate for the largest orifice that can be driven by each pump at it s maximum pressure.
Water jet cut rate.
Water Jet Cutting Engineerstudent

Practical Machinist Largest Manufacturing Technology Forum On The Web

Cutting Carbon Fiber With A Waterjet Advantages And Disadvantages Elevated Materials

Water Jet Cutting Vs Laser Cutting Other Metal Cutting Services

Denver Waterjet Home
Water Cutting Machine Water Jet Machining

Water Jet Machining An Overview Sciencedirect Topics

Kmt Waterjet Cut Calculator Compare 90 000psi To 60 000psi

Abrasive Vs Pure Water Cutting What Is It Resato

Used Water Jet Cutting Machine Cncmachines Com

Pin On Cnc

Abrasive Water Jet An Overview Sciencedirect Topics

Abrasive Water Jet Machining Process A State Of Art Of Review Sciencedirect

K7rnbd4c8zp5m
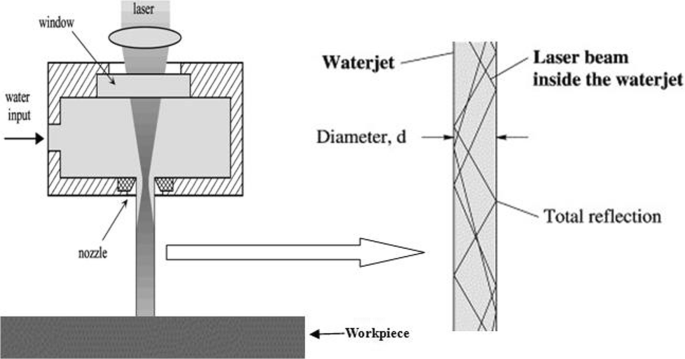
Water Jet Guided Laser Cutting Technology An Overview Springerlink
Https Link Springer Com Content Pdf 10 1007 2fs00170 018 3094 3 Pdf
Igems Cad Cam Nest Waterjet Machine Software

Order Now Protomax The First High Performance Personal Abrasive Waterjet
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqqjjraxcjl44t3sceaua2gm8pjbnrqhecqmsciky432m88ysyh Usqp Cau

Accurl 3d Waterjet Cutting Machine With 5 Axis Water Jet Cnc Cutting Price For Sale Youtube
Pin On Cutting Machine

Pin On K N

Custom Waterjet Vs Laser Cutting Fedtech

Kalamazoo Waterjet Wall Vents Water Jet Custom Signage
Source : pinterest.com
